産品列表 / products
在鋁合金型材使用的模具的擠壓過程中,被擠壓的鋁合金坯錠要預先加熱到450℃-550℃,鋁合金模具也要預先加熱到适當溫度,在鋁合金模具的擠壓生(shēng)産過程中,坯錠在擠壓力作(zuò)用下從模具口出來(lái)并且形成型材産品,鋁錠出模過程中,變形和(hé)摩擦原因會(huì)産生(shēng)很(hěn)大(dà)熱量,這樣不斷提高(gāo)模具系統溫度,系統擠壓速度越快,模具溫度也越快。由此帶來(lái)問題:從模具口處擠壓出的高(gāo)溫鋁合金型材易與空(kōng)氣接觸發生(shēng)氧化使産品組織性能下降。模具強度和(hé)抗磨性能下降,壽命降低(dī),生(shēng)産效率不斷降低(dī)。這是制(zhì)約鋁合金擠壓生(shēng)産中存在的普遍技(jì)術(shù)問題。
産品介紹:
液氮冷卻模具--該系統是在鋁型材擠壓過程中通(tōng)過少(shǎo)量液氮來(lái)冷卻擠壓模具,不幹擾生(shēng)産質量的前提下,提升擠壓速度2-3成。甚至更高(gāo)的水(shuǐ)準。通(tōng)過液氮制(zhì)冷模具終端,平衡模具因提高(gāo)擠壓速度而升高(gāo)的溫度。從而帶來(lái)型材表面過燒,模具磨損加劇(jù)等問題。液氮的平衡溫度法,使模具溫度保持在可(kě)接受範圍內(nèi),讓模具能夠可(kě)持續的長期穩定保持生(shēng)産效率。液氮消耗後的氮氣可(kě)以保護高(gāo)溫型材表面不受氧化。增加産品的光亮性。
冷卻系統實現方案:
為(wèi)了解決鋁型材模具擠壓過程中的的以上(shàng)問題,我們設計(jì)實踐出的液氮冷卻模具系統從根本上(shàng)是一套恒溫擠壓模具系統。用于有(yǒu)效控制(zhì)鋁型材出模過程中升溫過程所帶來(lái)的一系列問題。從而從根本上(shàng)提高(gāo)産品質量和(hé)生(shēng)産效率。間(jiān)接提高(gāo)模具利用率。延長模具壽命。
液氮冷卻模具主要由能夠通(tōng)入液氮的鋁材擠出模具裝置,和(hé)一套完整的液氮控制(zhì)輸送系統組成,鋁材擠出模具經過特殊結構設計(jì),而液氮控制(zhì)輸送系統由以下幾個(gè)重要部分組成:
1自增壓液氮儲罐(包含遠程液位系統,可(kě)以向系統提供遠程液位報警)
2集成控制(zhì)系統(程序控制(zhì)系統及模塊組成)
3液氮輸送真空(kōng)軟管路系統(根據輸送需求選用管路通(tōng)徑,根據現場(chǎng)情況确定管路長度)
4液氮管路安全系統(管路安全系統負責整體(tǐ)管路氣體(tǐ)液體(tǐ)安全保障)
5液氮低(dī)溫調節閥門(mén)(主要通(tōng)過系統控制(zhì)閥門(mén)來(lái)調節液氮通(tōng)過量)
6在擠壓模具出口端安裝有(yǒu)紅外測溫探頭(紅外溫度探頭連接集成控制(zhì)系統反饋模具出模溫度)
産品特點:
1 平衡模具終端溫度。提高(gāo)型材生(shēng)産效率
2 抗氧化,增加産品表面光亮性
3 減少(shǎo)模具損耗,穩定生(shēng)産效率
技(jì)術(shù)方案:
鋁擠壓模具液氮冷卻系統,包括模具端和(hé)液氮供應系統及控制(zhì)系統。鋁模具端設置有(yǒu)模具液氮套裝,包含有(yǒu)液氮進液套裝、紅外溫度探頭和(hé)液氮進液端口組成。
液氮供應系統主要有(yǒu)液氮罐體(tǐ)組成。根據客戶系統的液氮使用量來(lái)選擇液氮罐體(tǐ)的大(dà)小(xiǎo)。
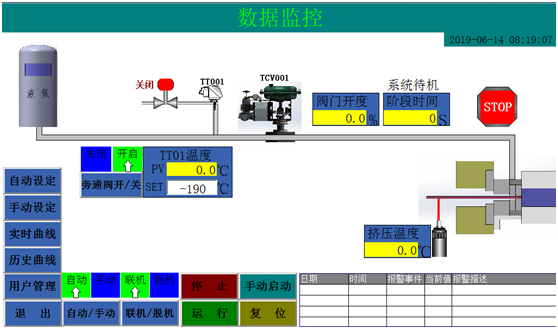
控制(zhì)系統主要由液氮輸送管路、控制(zhì)閥體(tǐ)、溫度監控、自動旁通(tōng)、安全系統等一整套系統整合的自動控制(zhì)系統組成。液氮輸送管路負責從液氮罐體(tǐ)輸送液氮到控制(zhì)系統閥體(tǐ),再輸送到鋁模具端液氮套裝內(nèi)部。整體(tǐ)系統運行(xíng)由控制(zhì)系統來(lái)運作(zuò)。
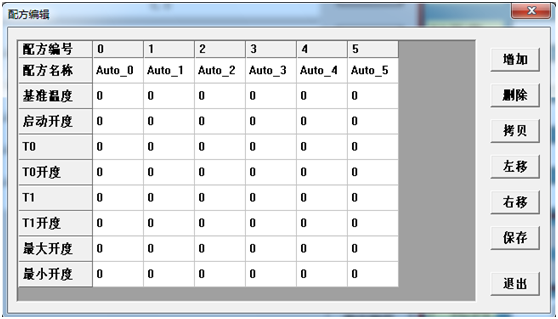
模具的液氮冷卻過程通(tōng)過計(jì)算(suàn)機系統控制(zhì),液氮供應及控制(zhì)系統能控制(zhì)液氮流量,不會(huì)造成坯料過冷,可(kě)以保證閥體(tǐ)開(kāi)度,保證冷卻效果及其佳工藝溫度,從而限度提高(gāo)擠壓效率。
鋁擠壓模具使用液氮冷卻技(jì)術(shù),從液氮罐端提供的充足液氮,到達中央真空(kōng)控制(zhì)閥體(tǐ)後,系統根據模具擠壓端的紅外測溫儀探測得(de)到的溫度,調節後,控制(zhì)液氮流量,以便能夠控制(zhì)終模具出液端液氮的流量,整體(tǐ)回路系統,控制(zhì)擠壓模具溫度,又實現了恒溫擠壓。液氮經過模具受熱後變成氣體(tǐ),然後從模具墊出口汽化流出,整體(tǐ)過程形成的惰性氮氣對高(gāo)溫型材進行(xíng)了有(yǒu)效保護,也*避免了表面氧化,從而提高(gāo)了鋁型材表面質量,擠壓速度相比于以往可(kě)提高(gāo)17~27%;模具使用壽命也得(de)到提高(gāo)。


 點擊交流
點擊交流